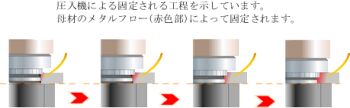
ファスナー・圧入技術の発展 板金接合には、溶接でネジを溶着する工法が主流でしたが、現在では精密板金(電子機器・制御盤等)を中心に 圧入による加工が急速に浸透してきました。 要因は溶接接合にみられる品質の安定の問題(強度、位置決めのバラツキ)が解決できることです。
加工方法による課題点
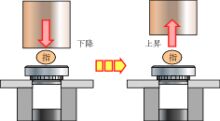
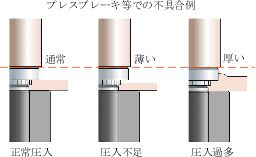
プレス・ブレーキの場合、ストローク(下死点)制御のため、材料の板厚にバラツキがあると加圧力が安定しません。 またアルミ材の場合は、加圧力が大き過ぎ、加圧力不良の要因にもなります。 ハンマー・けとばしでは、垂直・安定に加圧を行う事が難しく、取付不良や、材料への打痕不良が発生してしまいます。
専用機R416(618)のリベッティング・マシンを導入する事で、これらの問題は一挙に解決します。
標準ツールは全て12.7φで世界標準ツールに対応。 上下ツールの交換も6角レンチのみです。 機械操作設定は 1)加圧しながら圧力ボリュームを回転。 圧力計をみながら確認すればOK 2)加圧時間タイマーをボリューム調整。 3)場合によってはストロークもボリューム 調整します。